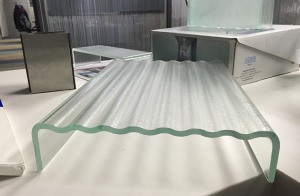
磨砂玻璃的安装工艺流程解析
- 2020-11-23-
磨砂玻璃安装选择、裁制→分规格堆积→设备前擦净→刮底油灰→镶嵌玻璃→刮油灰,净边
1、将需要设备的玻璃,按部位分规格、数量别离将已裁好的玻璃就位;分送的数量应以当天设备的数量为准,不宜过多,以削减转移和削减玻璃的损耗。
2、一般设备次第应先安外门窗,后安内门窗,先西北面后东南面的次第设备;如劳动力允许,也可一起进行设备。
3、玻璃设备前应清理裁口。先在玻璃底面与裁口之间,沿裁口的全长均匀涂抹1~3mm厚的底油灰,接着把玻璃推铺平坦、压实,然后收净底灰。
4、玻璃推平、压实后,四边别离钉上钉子,钉子的间隔为150~200mm,每边应不少于2个钉子,钉完后用手轻敲玻璃,响声坚实,说明玻璃设备平实;假设响声拍拉拍拉,说明油灰不严,要从头取下玻璃,铺实底油灰后,再推压挤平,然后用油灰填实,将灰边压平压光;如选用木压条固守时,应先涂一遍干性油,并不得将玻璃压得过紧。
5、钢门窗设备玻璃,使用钢丝卡固定,钢丝卡间隔不得大于300mm,且每边不得少于2个,并用油灰填实抹光;假设选用橡皮垫,应先将橡皮垫嵌入裁口内,并用压条和螺丝钉加以固定。
6、设备斜天窗的玻璃,如设计无要求时,应选用夹丝玻璃,并应顺流水方向盖叠设备,盖叠搭接的长度应视天窗的斜度而定,当斜度为1/4或大于1/4时,不小于30mm;斜度小于1/4时,不小于50mm,盖叠处使用钢丝卡固定,并在缝隙顶用密封膏嵌填密实;如选用平板玻璃时,要在玻璃下面加设一层镀锌铅丝网。
7、如系设备彩色玻璃和压花玻璃,应按照设计图画细心裁割,拼缝必须符合,不允许出现错位松动和斜曲等缺陷。

上一条: 磨砂玻璃安装隔断需要注意哪些
下一条: U型玻璃耐火性能的使用优势